ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ УЧРЕЖДЕНИЕ НАУКИ ИНСТИТУТ ПРОБЛЕМ СВЕРХПЛАСТИЧНОСТИ МЕТАЛЛОВ РОССИЙСКОЙ АКАДЕМИИ НАУК



Метод включает многократное повторение определенной последовательности простых операций свободной ковки - осадки и протяжки, что не требует сложного дорогостоящего инструмента и позволяет использовать существующее технологическое и прессовое оборудование. Разработанный метод позволяет:
1) получать объемные заготовки с однородной ультрамелкозернистой структурой (вплоть до d~10-100 нм), размер которых принципиально ограничивается только мощностью используемого оборудования;
2) вести обработку материала в широком диапазоне температур (Т=20-950°С) в изотермических условиях за счет использования индукционно-нагреваемых плоских бойков из жаропрочного никелевого сплава, что дает возможность за счет комбинирования схем осадка-протяжка достигать однородной деформации и соответственно однородной ультрамелкозернистой структуры во всем объеме заготовки;
3) внести в материал значительную энергию на единицу массы – намного больше, чем при использовании известных методов интенсивной пластической деформации, таких как кручение под давлением и равноканальное угловое прессование.
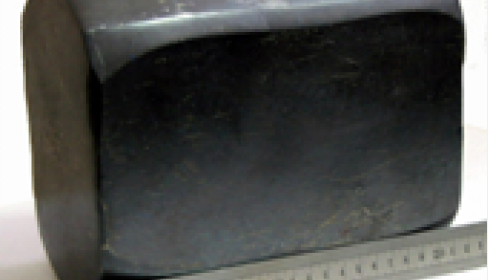
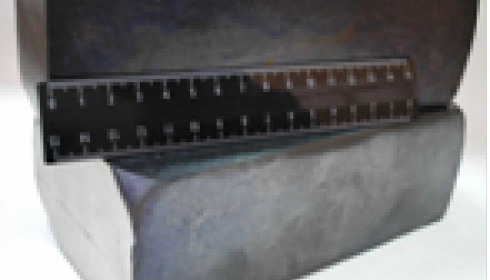
В качестве примера на рис. 2 показаны наноструктурные полуфабрикаты из титановых сплавов. Размер зерен в них не превышает 400 нм. Уменьшение размера зерен до наноразмерного уровня в титановом сплаве ВТ6 в результате всесторонней изотермической ковки приводит к существенному повышению его прочностных и усталостных свойств при удовлетворительных характеристиках пластичности (табл. 1). В обычном мелкозернистом состоянии этот сплав даже после упрочнения закалкой и старением демонстрирует заметно меньшие прочностные свойства (на 30%) и предел выносливости (на 20%) при том же уровне пластичности. Дополнительная холодная прокатка повышает предел прочности наноструктурного материала еще на 10-12% при сохранении пластичности. Это обстоятельство показывает, что достижение наноструктурного состояния в титановом сплаве ВТ6 позволяет реализовать рост прочности при одновременном сохранении характеристик пластичности материала. Аналогичные результаты были получены и на других титановых сплавах, исследованных в ИПСМ РАН.
Рисунок 2. Объемные титановые наноструктурные полуфабрикаты: а -пруток Ø=200 мм, L=300 мм; б - пруток Ø=80 мм, L=350 мм; в - шайба Ø=320 мм, h=100 мм; г - кольцо Øвнеш=320 мм, Øвнутр=200 мм, высота h=80 мм; д - сляб под прокатку 200×170×100 мм3; е - слябы под прокатку 160×100×60 мм3.
Необходимо отметить, что высокая прочность наноструктурного сплава ВТ6 сохраняется в интервале эксплуатационных для этого материала температур, т.е. до Т=400°C. Дальнейшее повышение температуры приводит к резкому снижению прочностных характеристик и проявлению эффекта сверхпластичности, который наблюдается на 200-300°С ниже температурного интервала сверхпластичности обычного мелкозернистого материала. Это открывает новые возможности для изготовления широкого ассортимента сложнопрофильных изделий методом изотермической штамповки при относительно низких температурах с использованием недорогого штампового инструмента. Кроме того, объемные наноструктурные заготовки из титанового сплава могут быть прокатаны при относительно низких температурах для получения листового материала. Так, из сляба сплава ВТ6 были изготовлены листы промышленного размера (1500×500×2 мм3) (рис. 3), сохранившие при этом наноструктурный размер зерен (d=500 нм). Листы с такой структурой могут далее подвергаться низкотемпературной сверхпластической формовке, совмещенной с диффузионной сваркой, для изготовления сложнопрофильных деталей и интегральных конструкций.
Таблица 1 Механические свойства сплава ВТ6 при комнатной температуре
| Состояние материала | sв, МПа | s0.2, МПа | d, % | y, % | s-1, МПа |
| После ковки (d=400 нм) | 1350 | 1300 | 8 | 60 | 90 |
| После ковки и холодной прокатки | 1500 | 1460 | 8 | 55 | - |
| После закалки и старения (d=10 мкм) | 1050 | 980 | 9 | 35 | 580 |
Алгоритм метода всесторонней ковки является универсальным. Он позволяет получать объемные наноструктурные полуфабрикаты из различных металлов и сплавов, таких как магниевые, алюминиевые, титановые, медные сплавы, стали, включая труднодеформируемые никелевые жаропрочные и интерметаллидные сплавы.
Разработанный метод послужил основой для создания новых ресурсосберегающих технологий, таких как: технология точной изотермической штамповки изделий, технология изотермической раскатки осесимметричных изделий из жаропрочных титановых, железных и никелевых сплавов, технология изготовления сферических сосудов высокого давления методом сверхпластической формовки и сварки давлением (СПФ/СД), интегральная технология изготовления многослойных пустотелых конструкций.
Типовой технологический процесс изготовления изделий схематически можно представить следующим образом. Исходная заготовка в литом или уже предварительно обработанном состоянии (прессованием, ковкой, прокаткой и т.д.) подвергается дополнительной обработке в виде всесторонней изотермической ковки с целью придания однородной ультрамелкозернистой структуры (вплоть до наноразмерного уровня, если необходимо). Далее из полученного полуфабриката вырезается заготовка для последующей изотермической штамповки/формовки/раскатки в условиях сверхпластичности. Полученное изделие подвергается окончательной термической обработке, механической обработке и контролю качества. Необходимо отметить четыре основных преимущества такого технологического процесса:
1) благодаря всесторонней изотермической ковке, приводящей к формированию однородной микроструктуры с размером зерен вплоть до наноразмерного, окончательная обработка может проводиться при относительно низкой температуре с использованием относительно дешевого деформирующего инструмента;
2) изотермическая обработка устраняет дефекты присущие слитку и повышает однородность микроструктуры, способствуя повышению эксплутационных свойств изделия/полуфабриката;
3) удается уйти от многопереходности технологического процесса;
4) существенно возрастает коэффициент использования материала.