О компании
ИСТОРИЯ ПРЕДПРИЯТИЯ
Строительство завода началось в 1978 году в южном районе Стерлитамака, согласно утвержденного Минстанкомпромом технического проекта. Основное назначение предприятия на момент его пуска состояло в производстве высокоточных станков для приборных подшипников. С 1982 года завод перешел к выпуску высокотехнологичной продукции - роботам-манипуляторам портального типа с ЧПУ и шариковых винтовых передач для станков многих модификаций. Со временем шло увеличение загрузки мощностей предприятия и заводчанами были освоены ряд моделей специальных хонинговальных станков, токарный полуавтомат с ЧПУ типа СВ 141П и хонинговальные робототехнические комплексы. С 1994 года коллектив предприятия осуществляет кардинальный поворот к выпуску изделий сельскохозяйственного назначения и автомобилестроения, не снижая объемы производства шариковых винтовых передач. За короткие сроки заводом освоена широкая гамма новых изделий: сверлильные станки, насос-дозатор для колесных тракторов и всех типов комбайнов, механизм качающей шайбы (агрегат для привода ножей жатки комбайнов семейства «Дон»), жатки прицепные и навесные для различных типов сельхоз культур, энергокомплекс на базе колесного трактора, механизм рулевого управления (для автомобилей автозаводов ГАЗ и УАЗ).
СОВРЕМЕННОЕ РАЗВИТИЕ
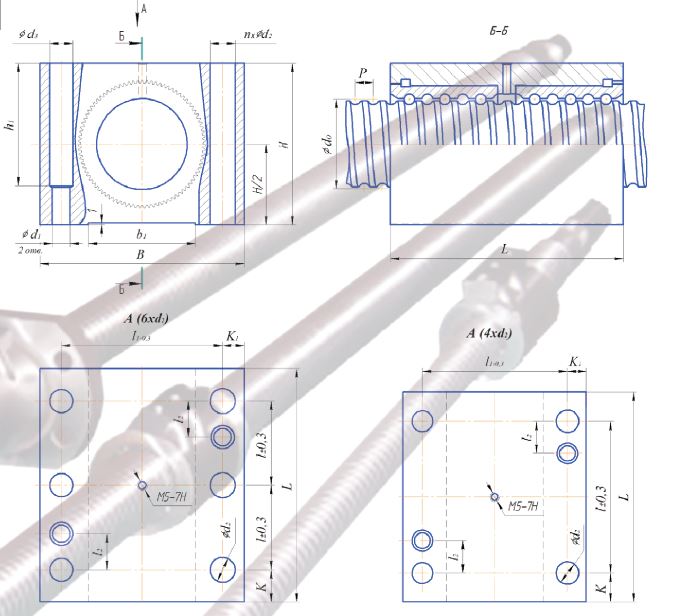
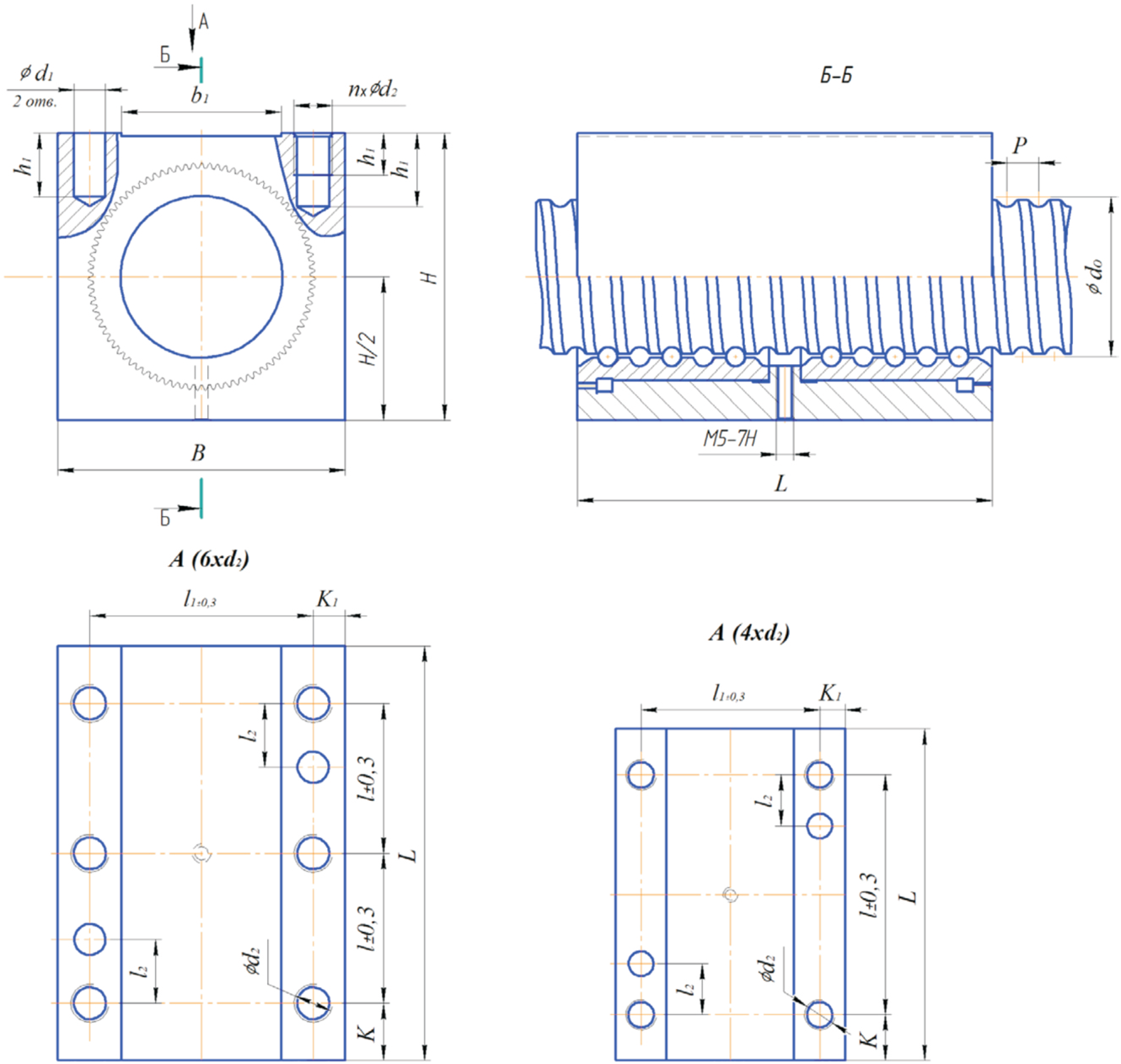
В настоящее время ООО «Концерн Инмаш» показывает положительную динамику развития производства. Для автомобилестроительной отрасли продолжается выпуск механизма рулевого управления, освоен новый вид гидроусилителя для автомобиля семейства «УАЗ». В сельскохозяйственном машиностроении предприятие представлено механизмом привода ножей МППН-4, который прошел стендовые испытания на РУП «Гомсельмаш» и выходит на рынок России и ближнего зарубежья. Для станкостроительной отрасли предприятие более 30 лет выпускает шариковые винтовые передачи. Освоена технология изготовления более чем 300 типоразмеров ШВП для производства новых, а также модернизации и ремонта отечественных и зарубежных станков. С 2010 г. ООО «Концерн Инмаш» поставляет шариковые винтовые передачи по заказу Министерства обороны РФ на ряд крупнейших машиностроительных предприятий Российской Федерации. Станочный парк предприятия представлен более ста единицами металлообрабатывающего оборудования, в том числе резьбошлифовальные, круглошлифовальные, плоскошлифовальные, фрезерные, токарные станки с ЧПУ и т.д. Оборудование позволяет выпускать ШВП длиной до 2000 мм, диаметром от 12 до 100 мм, шагом от 2,5 до 20 мм. Профиль резьбы арочный, радиусный. Класс точности ПЗ, ТО. Главные преимущества передач винт-гайка качения заключается в следующем: - низкие потери на трение; к.п.д. этих передач достигает значения 0,9-0,95 по сравнению с 0,2-0,4 передач винт-гайка скольжения; - почти полная независимость силы трения от скорости и весьма малое трение покоя, что благоприятно в отношении обеспечения устойчивости (равномерности) движения; - возможность полного устранения зазоров и создания натяга, обеспечивающего высокую осевую жесткость. Метрологическое и специальное оборудование обеспечивает контроль по всем техническим и эксплуатационным характеристикам: Обкатка швп - стенд С353147; Колебания момента холостого хода - стенд С3531-38 Осевая жесткость - стенд СЗ531-37 Кинематическая точность - измерительная машина МС 4851, микроскоп ДИП1. Шариковые винтовые передачи производства ООО «Концерн Инмаш» отличаются высоким качеством изготовления поверхностей качения, повышенной плавностью работы, высокой осевой жесткостью и высокой точностью. Шариковые винтовые передачи изготавливаются по заказу, как по чертежам заказчика, так и по чертежам, разработанным специалистами ООО «Концерн Инмаш» по согласованию с потребителем.
УСЛУГИ
Металлообработка
Обработка тел вращения типа: валов, зубчатых колёс, шестерён, стаканов, фланцев, метизов, червячных колёс, червяков. Максимальные габариты обрабатываемых деталей: длиной до 2800 мм, диаметром 630мм.
Обработка плоских и корпусных деталей.
Максимальные габариты обрабатываемых деталей: длиной до 2500 мм, шириной до 800 мм, высотой до 775 мм.
Обработка деталей производится:
- на токарных автоматах, на токарно-револьверных станках с диаметром заготовок до 65 мм, шестигранных до 32 мм, длиной до 150 мм; с точностью по диаметру 0,03 - 0,06 мм и по линейным размерам 0,08- 0,15 мм, шероховатость обработки Ra = 5-2,5 мкм;
- на токарных, токарно-винторезных станках с максимальным размером деталей: длиной до 2800 мм. диаметром до 630 мм, с точностью JT10- JT12;
- на токарных станках с ЧПУ с максимальным размером деталей: длиной до 900 мм, диаметром до 500 мм, с точностью JT10- JT12;
- на токарно-карусельных станках с максимальным размером деталей: диаметром 1250 мм, высотой 1000мм, максимальный вес изделия в зависимости от числа оборотов шпинделя 4 тонны, точность обработки ГГ9-IT14;
- на вертикально-фрезерных, горизонтально-фрезерных, универсально- фрезерных, продольно - фрезерных станках с максимальным размером деталей: длиной до 2500 мм, шириной до 800 мм, высотой до 930 мм, с точностью IT10 - IT12;
- на фрезерных станках с ЧПУ с максимальным размером деталей: длиной до 1250 мм, шириной до 400 мм, высотой до 450 мм с точностью IT9-IT12;
- на вертикально- и радиально-сверлильных станках с максимальным диаметром сверления до 50 мм; сверление (рассверливание) с точностью IT12 -IT14; зенкерование с точностью IT11 IT12, развертывание с точностью IT7-IT11;
- на протяжных станках внутреннее протягивание различных отверстий: круглых, квадратных, многогранных, шлицевых, а также шпоночных пазов в отверстии детали. Максимальное усилие протягивания 10 тонн, точность обработки IT7- IT9, шероховатость Ra=l,25 -2,5мкм; максимальный наружный диаметр устанавливаемой детали до 600 мм; длина протяжки наибольшая 1300 мм, наименьшая 400мм.
- на долбежных станках обработка наружных и внутренних плоских и фасонных поверхностей, вырезов и канавок, размеры устанавливаемой заготовки длиной до 500 мм, шириной до 500 мм, высотой 320 мм.
- на сверлильно-фрезерно-расточных, обрабатывающих центрах (ИР500; ИР800;SV500) деталей с наибольшими размерами: длиной 900 мм, шириной 500 мм, высотой 500 мм, максимальный диаметр обрабатываемого отверстия в авт.режиме до 160 мм, при ручной смене;
- на зубообрабатывающих станках:
•цилиндрические зубчатые колёса с прямым наружным зубом, наибольший диаметр обработки - 800 мм, наибольшая ширина венца 220 мм, модуль 1 -8, степень точности 7-9;
•цилиндрические зубчатые колёса с прямым внутренним зубом наибольший диаметр устанавливаемого изделия 500 мм, наибольшая ширина венца 100 мм, наибольший модуль 8, степень точности 7-9;
•цилиндрические зубчатые колёса с наружным косым зубом наибольший диаметр детали 320 мм L=100 мм при угле 45°, 150 мм при угле 30°, наибольший модуль 6, степень точности 8-9;
•конические зубчатые колёса с прямым зубом наибольший диаметр изделия 500 мм, внешний окружной модуль 1,5 -10, степень точности 7-8;
•нарезание зубьев червячных колёс, наибольший диаметр изделия 320 мм, наибольший модуль 6 , степень точности 8-10;
- на координатно-расточных станках степень точности IT6- IT7; максимальные габариты деталей длиной до 1120 мм, шириной до 600 мм, масса деталей 600 кг; вертикальное перемещение шпиндельной бабки до 630 мм;
- на шлифовальных станках:
•круглое наружное шлифование: наибольший диаметр обработки до 400 мм, максимальная длина шлифования 2000 мм, точность IT6- 1Т7, шероховатость Ra =0,16-0,32мкм;
•бесцентровое шлифование: при врезном шлифовании наибольший диаметр обработки до 80 мм, длина до 145 мм; при сквозном шлифовании наибольший диаметр обработки 8-25мм, длина до 250 мм, точность IT7-IT9, шероховатость Ra 0,8-2,5 мкм;
•шлифование отверстий на внутришлифовальных станках: наибольший диаметр шлифуемого отверстия до 300мм, длиной до 320 мм, с точностью IT6-IT7, шероховатость Ra = 0.40-0.80 мкм;
•шлифование плоскостей на плоско-шлифовальных, продольно-шлифовальных станках c габаритами деталей: длиной до 1200 мм, шириной до 300 мм, высотой до 380 мм без плиты, Ra 0.63-0.8 мкм.
Термическая обработка
Термическая обработка на предприятии: отжиг, нормализация, закалка, отпуск, цементация, закалка ТВЧ.
Камерные печи: размеры рабочей камеры 1200 мм х 800 мм х 250. Максимальная температура 950°С.
Шахтные печи: максимальный размер Ø1000мм х1700мм. Максимальная температура 900°С.
Цементационные печи (цементация продуктами разложения керосина). Размер рабочего пространства 800 мм х 1200 мм. Температура 950 °С.
Установки для закалки ТВЧ на глубину до 4 мм - размер закаливаемых деталей Ø 20-90 мм, длина 1500 мм; на глубину 7 мм (среднечастотная) Ø 50-200 мм, длина до 2000 мм.
Конструирование
Предлагаем разработку конструкторской документации и технологических процессов.







{kind=link}