Эта принципиально новая технология изготовления точных заготовок с развитыми полостями базируется на горячей локальной деформации в условиях сверхпластичности. Для нее в ИПСМ РАН используются раскатные станы СРД-800 российского производства и PNC-600 производства Leifeld Co. (Германия), оснащенные печами для нагрева заготовок и поддержания необходимой температуры (рис. 1). На первом стане заготовка с предварительно подготовленной мелкозернистой микроструктурой размещается в печи стана, зажимается центральными держателями, нагревается и приводится во вращение. С помощью двух пар роликов, перемещающихся по заданной траектории, производится формообразование детали, в результате которого достигается увеличение диаметра и уменьшение толщины раскатываемой заготовки диска (рис. 2). Благодаря тому, что температурно-скоростные условия раскатки соответствуют сверхпластическим, микроструктура оказывается одинаковой в пределах всего диска. Максимальный диаметр получаемых изделий на стане СРД-800 составляет 800 мм, а коэффициент использования материала достигает 0.7.
Рисунок 1. Общий вид раскатных станов (а) СРД-800 и (б) PNC-600, оснащенных печами для нагрева заготовок и поддержания необходимой температуры.
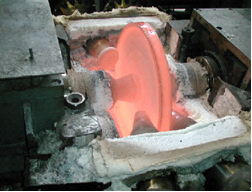
Рисунок 2. (а) Рабочая зона опытного стана СРД-800 в процессе изотермической раскатки диска газотурбинного двигателя (съемка произведена при открытой верхней крышке рабочей печи стана), (б) раскатанные диски ГТД из жаропрочных титанового и никелевого сплавов.
На стане PNC-600 используется схема ротационной вытяжки, которая позволяет получать детали более сложной формы и с более развитыми внутренними полостями, чем в случае раскатки на стане СРД-800. Заготовка с предварительно подготовленной мелкозернистой микроструктурой устанавливается на оправку в печи стана, нагревается и приводится во вращение. С помощью универсального инструмента – ролика, перемещающегося по заданной траектории и перераспределяющего материал заготовки, производится формообразование детали в изотермических условиях. На рис. 3 показаны изделия из титановых и никелевых сплавов, изготовленные методом изотермической ротационной вытяжки. Технология изотермической ротационной вытяжки позволяет изготавливать сложнопрофильные осесимметричные детали с высоким коэффициентом использования материала (до 0.9). Размеры деталей составляют: диаметр – до 600 мм, длина – до 550 мм и толщина стенки - от 5 до 30 мм.